
联系我们
Contact Us 郑州超裕耐火材料有限公司
手机:15517585977
联系人:刘工
电话:0371-69961577
传真:0371-69961577
网址:www.zzcync.com
邮箱:1119059534@qq.com
微信:15517585977 超裕耐材
地址:河南省新密市超化镇工业园区
手机:15517585977
联系人:刘工
电话:0371-69961577
传真:0371-69961577
网址:www.zzcync.com
邮箱:1119059534@qq.com
微信:15517585977 超裕耐材
地址:河南省新密市超化镇工业园区
连铸用铝碳质耐火制品的性能指标要求
作者:admin 发布时间:2021-09-07 09:49:09 点击量:
1053
连铸用铝碳质耐火制品的性能指标要求,铝碳质整体塞棒是以刚玉和鳞片状石墨为主要原料烧成的控制钢液流最的耐火制品。C25%,体积密度235g/cm,显气孔率13%,耐压强度147MPa,抗折强度(1400℃)50MPa,线膨胀率(1000℃)5%,其制造工艺是以刚玉、石墨和添加剂等原料按配比称量,以酚醛树脂为结合剂,经混练,用等静压机成型。
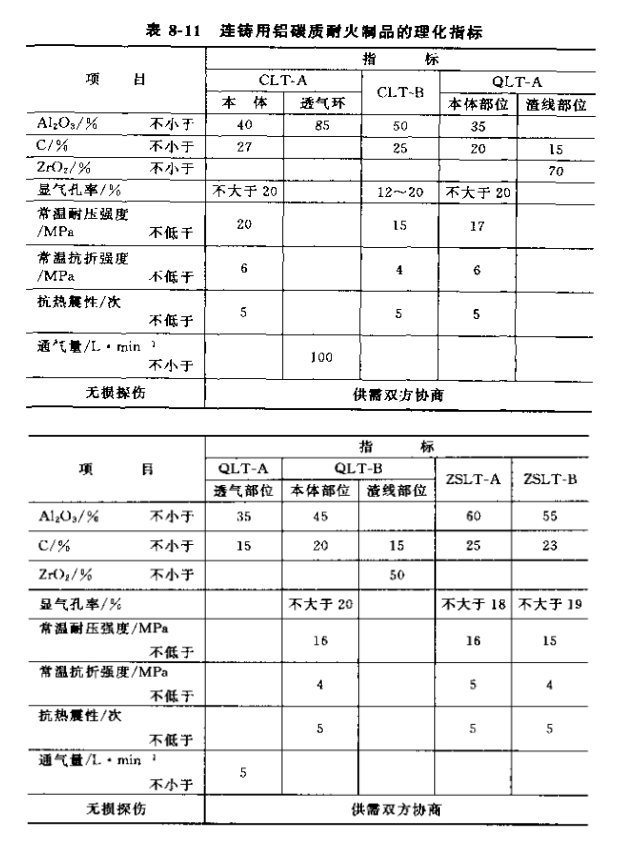
连铸用铝碳质耐火制品主要包括浸入式水口、长水口和整体塞棒。YB/T007-91将铝碳浸入式水口按理化指标分为QLT- A、QLT-B(Q应为J)两个牌号。将铝碳长水口按理化指标分为CLT-A、CLT-B两个牌号。将铝碳整体塞棒按理化指标分为 ZSLT-A、ZSLTB两个牌号。
连铸用铝碳质制品的理化指标应符合下表的规定。
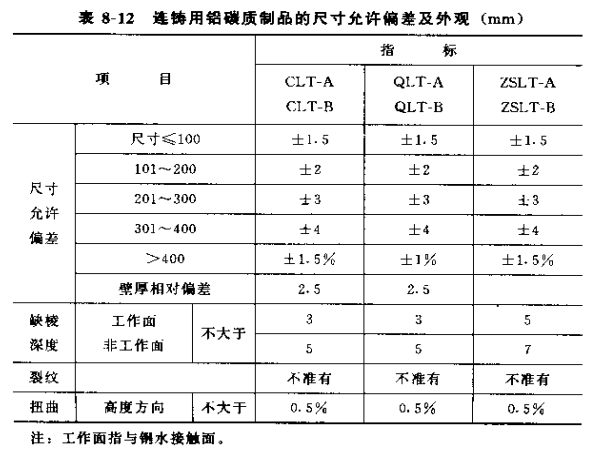
尺寸允许偏差及外观应符合下表的规定。
铝碳浸入式水口是以刚玉和鳞片状石墨为主要原料烧成的用作浸入式水口的碳结合制品。其特点是对钢种适应性强,特别适宜于浇注含锰较高的钢种,耐钢水和熔渣侵蚀性好,使用寿命长。
某厂铝碳质浸式水口的典型理化指标如下:Al2O3>48%,F.C>30%体积密度>2.32g/cm3,显气孔率<18%,耐压强度>22MPa,抗折强度(<1400℃)>9MPa,线膨胀率(1000℃)小于0.5%。其制造工艺是以刚玉和石墨为主要原料,加入少量添加剂,采用酚醛树脂作结合剂,经混练、造粒后,在等静压机上成型。半成品经于燥后,在无氧化烧成窑内烧成。经加工、无损探伤和喷涂防氧化涂料后即为成品。其工艺流程见下图。
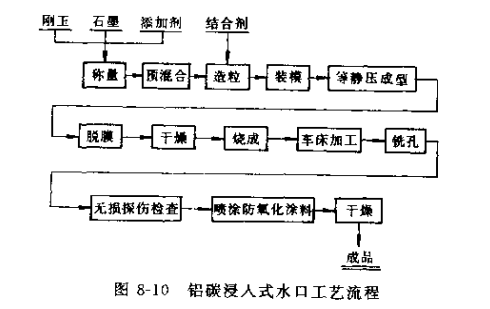
制造中要求原料必须符合工艺要求,配料要准确,泥料要造粒,成型压力为120~150MPa。采用无氧化烧成,烧成温度1000~1350℃。为了提高铝碳质浸入式水口的使用寿命,可以在渣线部位复合一层锆碳层。该制品用于连铸中间包至结晶器之间的钢水保护浇注。制品要干燥保存,必须预热方能使用。必要时,可以在渣线部位以上,用2~3mm厚的耐火纤维纸或套包住,加以保温,防止在开浇时水口堵塞。
铝碳质整体塞棒是以刚玉和鳞片状石墨为主要原料烧成的控制钢液流最的耐火制品。其特点是整体性好,代替了由传统的袖砖和塞头组装的塞棒,使用更安全,而且还可以通过塞棒向中间包水口吹氩,净化钢水,防止水口堵塞。
郑州超裕耐火材料厂铝碳质整体塞棒的典型理化指标:Al2O3 60%,F.C 25%,体积密度2.35g/cm,显气孔率13%,耐压强度14.7MPa,抗折强度(1400℃)5.0MPa,线膨胀率(1000℃)5%,其制造工艺是以刚玉、石墨和添加剂等原料按配比称量,以酚醛树脂为结合剂,经混练,用等静压机成型。半成品经干燥后,在无氧化烧成密内烧成。最后,经X射线无损探伤、车床加工、喷涂防氧化涂层等工序,经检验合格后为成品。铝碳质整体寒棒的工艺流程见下图。
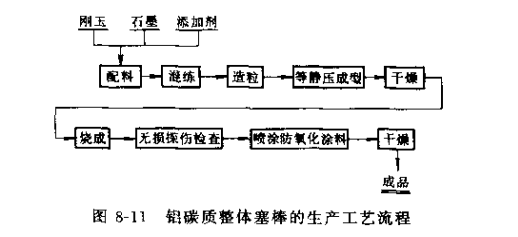
在制造中,配料要准确,原料要符合工艺要求,泥料必须造粒,成型压力为120~150MPa,烧成温度为1000~1350℃。
该制品安装于连铸机中间包内,用其开启程度来控制钢水流量的大小。要求干燥贮存,使用前必须预热。
连铸用铝碳质耐火制品主要包括浸入式水口、长水口和整体塞棒。YB/T007-91将铝碳浸入式水口按理化指标分为QLT- A、QLT-B(Q应为J)两个牌号。将铝碳长水口按理化指标分为CLT-A、CLT-B两个牌号。将铝碳整体塞棒按理化指标分为 ZSLT-A、ZSLTB两个牌号。
连铸用铝碳质制品的理化指标应符合下表的规定。
尺寸允许偏差及外观应符合下表的规定。
铝碳浸入式水口是以刚玉和鳞片状石墨为主要原料烧成的用作浸入式水口的碳结合制品。其特点是对钢种适应性强,特别适宜于浇注含锰较高的钢种,耐钢水和熔渣侵蚀性好,使用寿命长。
某厂铝碳质浸式水口的典型理化指标如下:Al2O3>48%,F.C>30%体积密度>2.32g/cm3,显气孔率<18%,耐压强度>22MPa,抗折强度(<1400℃)>9MPa,线膨胀率(1000℃)小于0.5%。其制造工艺是以刚玉和石墨为主要原料,加入少量添加剂,采用酚醛树脂作结合剂,经混练、造粒后,在等静压机上成型。半成品经于燥后,在无氧化烧成窑内烧成。经加工、无损探伤和喷涂防氧化涂料后即为成品。其工艺流程见下图。
制造中要求原料必须符合工艺要求,配料要准确,泥料要造粒,成型压力为120~150MPa。采用无氧化烧成,烧成温度1000~1350℃。为了提高铝碳质浸入式水口的使用寿命,可以在渣线部位复合一层锆碳层。该制品用于连铸中间包至结晶器之间的钢水保护浇注。制品要干燥保存,必须预热方能使用。必要时,可以在渣线部位以上,用2~3mm厚的耐火纤维纸或套包住,加以保温,防止在开浇时水口堵塞。
铝碳质整体塞棒是以刚玉和鳞片状石墨为主要原料烧成的控制钢液流最的耐火制品。其特点是整体性好,代替了由传统的袖砖和塞头组装的塞棒,使用更安全,而且还可以通过塞棒向中间包水口吹氩,净化钢水,防止水口堵塞。
郑州超裕耐火材料厂铝碳质整体塞棒的典型理化指标:Al2O3 60%,F.C 25%,体积密度2.35g/cm,显气孔率13%,耐压强度14.7MPa,抗折强度(1400℃)5.0MPa,线膨胀率(1000℃)5%,其制造工艺是以刚玉、石墨和添加剂等原料按配比称量,以酚醛树脂为结合剂,经混练,用等静压机成型。半成品经干燥后,在无氧化烧成密内烧成。最后,经X射线无损探伤、车床加工、喷涂防氧化涂层等工序,经检验合格后为成品。铝碳质整体寒棒的工艺流程见下图。
在制造中,配料要准确,原料要符合工艺要求,泥料必须造粒,成型压力为120~150MPa,烧成温度为1000~1350℃。
该制品安装于连铸机中间包内,用其开启程度来控制钢水流量的大小。要求干燥贮存,使用前必须预热。
上一篇:含碳耐火制品的工艺特点 下一篇:隔热耐火制品的分类与制法
 扫一扫添加好友
扫一扫添加好友 客服1
客服1